| 近年来电网系统运行的皱纹铝护套高压电缆多次发生电腐蚀现象,严重时会产生电缆击穿事故,给电网的安全运行带来严重隐患,为解决该问题研发了一种新型的复合平滑铝护套高压电缆产品。在这种复合平滑铝护套电缆的敷设施工中,如何有效防止在直埋或穿管敷设时电缆进水是电缆生产厂家需要解决的重要问题。以往,皱纹铝护套高压电缆虽然采取了封头或焊接等方式,但在实际敷设过程中,由于电缆管道的弯曲不规则,经常会造成电缆牵引头焊缝被拉破裂甚至电缆牵引头拉脱。当管道内有水时,就会造成电缆内部或导体内大量进水,给电缆的产品质量造成严重影响,对电缆的安全运行造成严重隐患。常规牵引头制作工艺在施工条件良好、地下水位偏低、气候干燥的场景中完全可以满足使用要求,但在施工环境恶劣、地下水位较高的南方区域,尤其是电缆穿越超长距离顶管的工况下,若平滑铝护套电缆仍沿用传统工艺焊接牵引头,极易出现焊接强度不足、受拉破损的问题,最终引发电缆端头进水。针对这一行业共性痛点,本文从工艺原理与实操方法两个维度,系统梳理了传统牵引头焊接工艺的核心缺陷,提出了平滑铝护套电缆防水牵引头扩径焊接工艺及配套制作方法,旨在彻底解决高压电缆施工中长期存在的端头进水难题,最大程度降低企业与用户因牵引头失效产生的经济损失与安全负面影响。
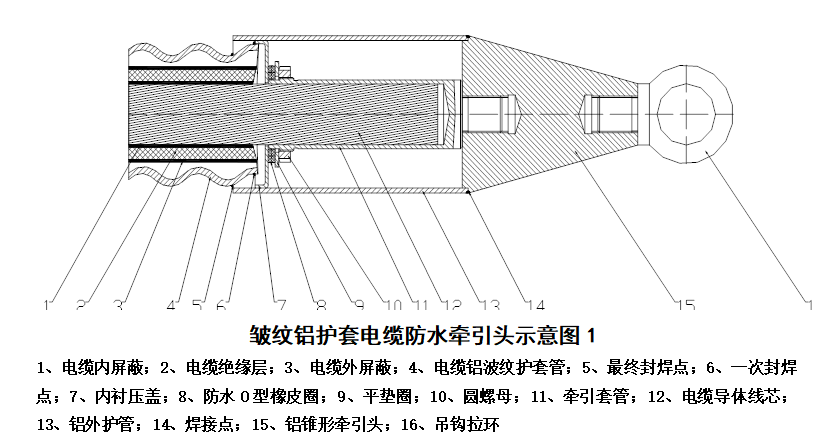
传统常规防水牵引头是专门为皱纹铝护套电缆敷设安装设计的专用构件,整体结构简洁,配套制作工艺经过长期迭代已较为成熟,在多数常规敷设场景中均可满足使用要求。其核心设计采用二次封焊配合O型橡胶圈膨胀密封的防水原理,相关安装工艺已获得国家发明专利授权。该结构的优势在于,电缆承受高强度拉力时,即便铝外护管与铝波纹管的外层焊缝在牵引过程中被拉裂,内层的二次封焊结构仍可阻断水从铝波纹管间隙侵入电缆内部的路径;同时电缆线芯位置设置的防水O型橡胶圈可实现导体位置的密封,即便牵引套管外部存在大量积水,水也无法从导体线芯缝隙向内渗漏,从而实现双重防水效果。
但这套成熟工艺应用在平滑铝护套高压电缆上时,却出现了明显的适配性问题:由于平滑铝护套与电缆绝缘线芯外的缓冲层表面完全紧密贴合,焊接电缆端面牵引头时,极易出现虚焊、焦烧、焊接强度不足等问题,严重时还可能烫伤内部缓冲层与绝缘层。在施工条件恶劣、地下水位偏高的区域,尤其是长距离顶管敷设的高拉力工况下,传统工艺制作的牵引头很容易受拉破损,进而引发电缆端头进水,而高压电缆一旦进水,后续的干燥、修复处理流程极为复杂,成本极高,因此行业亟需开发一种焊接可靠性更高的平滑铝护套电缆专用防水牵引头工艺。
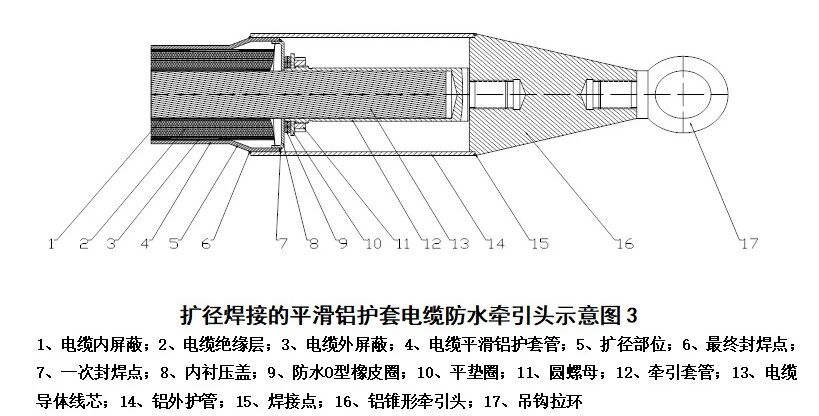
为针对性解决平滑铝护套高压电缆防水牵引头焊接过程中暴露的各类问题,从根源上规避传统工艺的诸多弊端,本文创新性提出了扩径焊接工艺方案。该工艺的核心设计思路是:先对平滑铝护套端头进行扩径处理,再沿用成熟的皱纹铝护套牵引头二次焊接工艺逻辑,核心目标是保证铝护套与牵引头的焊缝连接强度,确保即便在最恶劣的施工工况下,平滑铝护套电缆经过大拉力牵引后,端头仍能保持完整的防水性能,从施工环节保障电缆整体质量。
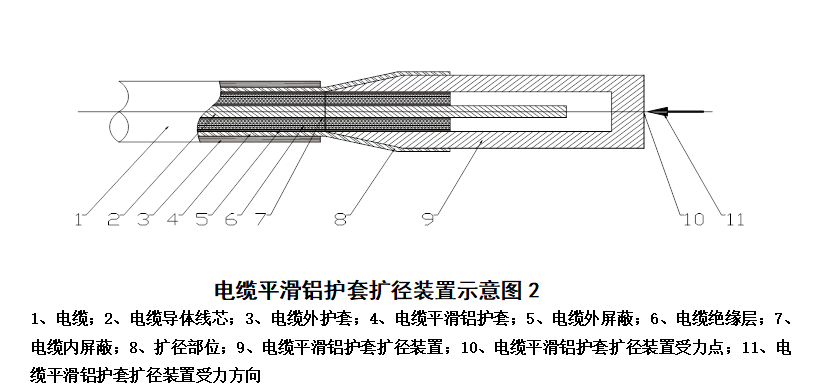
传统皱纹铝护套的结构特性决定了铝护套与电缆绝缘缓冲层之间天然存在一定间隙,焊接牵引头时焊料可以充分渗透,进而保证焊缝的牢固性;但平滑铝护套与绝缘缓冲层完全紧密贴合,几乎不存在任何间隙,焊接过程中焊料无法渗透填充,最终导致虚焊、焊接不牢等问题,还可能因焊接高温损伤内部缓冲层与绝缘层。本次设计的核心创新点在于研发专用扩径装置,将电缆端头位置的平滑铝护套向外撑开形成喇叭口结构,使铝护套与内部绝缘缓冲层之间形成均匀的喇叭状间隙。间隙形成后,焊接过程中焊料可以充分渗透填充,从根本上保证焊缝的连接强度。后续沿用成熟的二次封焊配合O型橡胶圈膨胀密封的防水原理:牵引头完成二次焊封后,电缆承受大强度拉力时,即便外层铝外护管与平滑铝护套的焊缝在牵引过程中被拉裂,内层的第一道焊封仍可完全阻断水从铝护套间隙侵入电缆内部的路径;同时电缆线芯位置设置的防水O型橡胶圈可实现导体部位的完全密封,即便牵引套管外部存在大量积水,水也无法从导体线芯缝隙向内渗漏,双重防护共同实现可靠的防水效果。平滑铝护套电缆防水牵引头的完整安装流程共分为13个步骤,具体操作规范如下:
- 根据对应规格电缆的牵引头尺寸,使用喷灯对电缆外护套进行均匀加热,使铝护套表面的防腐层热熔胶处于熔融状态,立即剥离外护套,并用干净抹布将铝护套外残留的热熔胶防腐层完全擦拭干净;
- 使用专用切割工具依次剥除端头位置的平滑铝护套与内部绝缘层,根据牵引头套管的深度预留出合适长度的缆芯,保证平滑铝护套的切口平整无变形,再使用粗砂布将铝护套的锯口打磨光滑,彻底清除所有毛刺;
- 选用与铝护套内径匹配的专用平滑铝护套扩径装置,从端头位置套入后向内均匀施加锤击力,使铝护套逐步向外撑开形成喇叭口,最终保证撑开后的喇叭口内径与铝质内衬压盖的外径尺寸相近;
- 将内衬压盖从缆芯导体一端套入并推送至底部,使内衬压盖的开口侧完全嵌入平滑铝护套的喇叭口内部;
- 开展第一次焊封作业,使用铝焊条将内衬压盖与撑开的平滑铝护套内口完全焊接牢固,保证焊料充分渗透进预留的间隙中;
- 第一次焊封完成后,自然冷却5-10分钟,严禁快速降温导致焊缝开裂;
- 将处理完成的电缆线芯完全装入牵引套管内部,确保线芯端部完全抵至牵引套管底部,避免出现虚位;
- 确认线芯安装到位后,使用液压钳在牵引套管的中段位置均匀压接2-3道压痕,压接力严格按照对应规格的压接工艺标准执行,保证线芯与牵引套管压接牢固无松动;
- 压接作业完成后,依次装入防水O型橡皮圈、平垫圈,通过逐步旋入圆螺母,将防水O型橡皮圈紧密挤压在内衬压盖上,使橡胶圈充分膨胀填满所有密封间隙;
- 将预先焊接好的铝外护管与铝牵引头旋入牵引套管的对应螺纹位置并拧紧到位;
- 开展第二次焊封作业,同样采用铝焊条直接焊接的方式,将铝外护管与平滑铝护套的喇叭口位置完全焊封牢固,形成外层密封结构;
- 等待焊缝自然冷却5-10分钟后,进行第一层热缩套管封装,热缩套管完全覆盖最终焊接点,四周均匀加热收缩保证密封严密;
- 最后进行第二层热缩套管封装,第二层热缩套管完全包裹在第一层热缩套管外部,且长度大于第一层热缩套管,四周均匀加热收缩后,末端延伸至牵引头的锥形尾端位置,完成整体密封。
国内首批110kV复合平滑铝护套电缆在重点工程中得到应用,该批次电缆全部采用本文研发的扩径焊接型防水牵引头,在穿管、弯曲、长距离牵引过程中承受了较大的施工拉力。电缆敷设安装完成后,为验证新型牵引头的实际性能,研究人员将经过现场恶劣工况使用后的牵引头从电缆终端位置锯下,连同约2.5m长的电缆段一同取回开展专项试验,同时按照相同工艺在该电缆样品的另一端也组装了配套牵引头,依托现有试验条件完成了全项目性能验证。
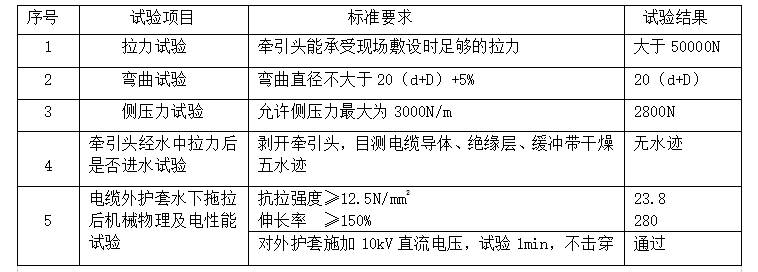
受设备条件限制,本次拉力试验利用车间现有横车装置搭建试验平台,试验过程中依次悬挂20000N、40000N、50000N的标准砝码,分别采用缓慢匀速起吊、瞬时快速起吊两种方式开展测试,两种试验工况下牵引头均未出现任何变形、开裂或松动问题,顺利通过全部拉力测试。试验完成后对牵引头进行解剖检查,电缆导体、绝缘层、缓冲带所有部位均保持干燥,无任何水迹残留。本次试验选用的复合平滑铝护套电缆规格为YJLP03 64/110 1×800,其中型号各部分含义为:YJ代表交联聚乙烯绝缘、L代表铝护套、P代表平滑结构、03代表聚乙烯外护套,该成品电缆的外径约为93mm,试验样品电缆总长度约100m。试验过程完全模拟施工现场的典型工况,将安装好新型牵引头的平滑铝护套电缆进行弯曲布放,还原从地面牵引上杆架、从地面牵引入电缆管孔等常见作业场景,全程采用滑轮进行导向控制,设置电缆及牵引头的弯曲直径为2500mm,满足弯曲直径不大于20倍电缆外径的要求,试验参数参照GB/T 11017-2014标准设定。在电缆牵引转弯位置的挡线轮上安装压力显示器,测试牵引头在转弯过程中承受的侧压力,同时在挡线轮表面均匀涂覆润滑剂降低摩擦阻力。试验过程中严格控制牵引速度,避免因操作不当导致弯曲直径过小,使电缆牵引头及本体承受过大应力与侧压力,造成平滑铝护套挤压变形、绝缘层受损等问题。最终试验结果显示,电缆弯曲与拖拉过程中测得的最大侧压力为2800N/m,完全符合GB 50217-2018《电力工程电缆设计标准》附录H中侧压力不大于3000N/m的规范要求。试验完成后检查平滑铝护套电缆及牵引头表面,未发现任何机械损伤,电缆外观保持圆整无变形,后续按照现场验收标准完成外护套直流耐压试验并顺利通过,判定试验合格。本文对经过拉力试验的电缆牵引头及外护套进行了机械物理性能试验,外护套抗拉强度达到23.8N/mm2,伸长率达到280%。详见以下试验数据汇总表1:
表1:试验数据汇总
通过对以上试验数据的汇总分析,设计的平滑铝护套电缆防水牵引头,弯曲、侧压力、拉力等机械物理等性能指标数据达到优良水平,完全可以满足现场用户的施工要求,进而形成了一种新型的平滑铝护套电缆扩径焊接型防水牵引头工艺,已在公司内部执行。
1)根据外部用户的现场使用情况及试验内部的拉力、弯曲及侧压力试验,本文设计的扩径焊接型平滑铝护套电缆防水牵引头可承受拉力至少大于50000N,弯曲直径≦20(D+d)电缆外径,允许侧压力最大为3000N/m;
2)本新型防水牵引头设计采用扩径后再二次焊封及安装防水O型橡皮圈的方式,设计思路及制作技术在原发明专利基础上又有新突破,不会因牵引头焊封处被拖拉破裂造成电缆进水,从而节省了大量售后服务方面的人力物力,提高了敷设施工的工作效率,电缆质量得到了更好的保证;
3)扩径焊接型电缆防水牵引头已用于公司复合平滑铝护套电缆牵引头的制作。产品经多家单位使用,目前尚未出现过因牵引头的质量问题而造成电缆进水的情况,基本上将电缆现场施工进水问题予以解决。(来源:中国线缆网) |
 皖公网安备 34011102002471号
皖公网安备 34011102002471号